Mise en route
Deux types d’opérateurs peuvent utiliser la machine en fonction des accès (codes) dont ils disposent.
- L’opérateur de production pourra, tel que défini ci-après, limiter son action à la mise en route et l’arrêt de la machine, ainsi que consulter les informations délivrées par le poste informatique (historique).
- Le technicien de production pourra quant à lui réaliser les paramétrages nécessaires à l’exploitation de la machine.
Dans ce cas, ces techniciens auront suivis une formation spécifique au fonctionnement de la machine. Cette formation comprend les thèmes suivants :
- Présentation du système
- Principe (Profilométrie laser)
- Architecture du système
- Présentation globale du logiciel
- Sécurité laser
- Paramétrage détaillé
- Outils disponibles et leurs usages
- Modification via l’éditeur
- Réglages sur fichiers images
- Travaux pratiques hors ligne
- Anomalies, Maintenance :
- Entretien régulier
- Défaillances possibles
- Diagnostic anomalies
1. Démarrage du système
- Mettre la cabine sous tension (tourner dans le sens horaire l’interrupteur général)
Le voyant blanc « SOUS TENSION » s’allume ;
Le PC démarre automatiquement ;
L’application DAKOTA démarre automatiquement en mode production ;
Le bouton bleu du réarmement du laser est allumé.
- Lever le rideau via le commutateur « RIDEAU » dans le sens de la montée. Tenir le bouton dans cette position jusqu’à ouverture totale, soit pendant une durée d’environ 30 secondes.
- Positionner le commutateur « LASER » sur « ON »
Le bouton (bleu) de réarmement est toujours allumé ; Le voyant rouge des lasers est éteint. - Enclencher le bouton de réarmement
Le bouton de réarmement s’éteint ;
Les lasers s’allument et le voyant « LASER ALLUMÉS » est allumé. - Vérifier que la caméra est activée côté superviseur.
2. Système en Production
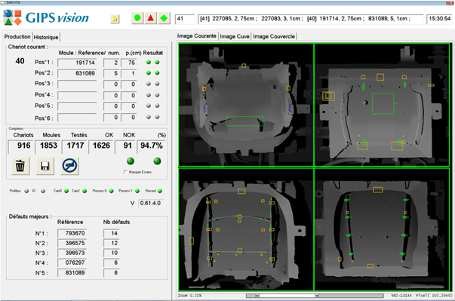
Lorsque l’application se lance, la fenêtre principale apparaît
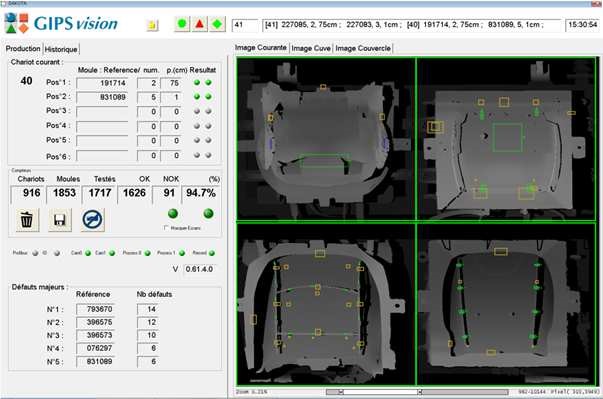
Figure 22: Ecran principal
Interprétation des informations/organes de service, disponibles à l’écran :

| Le voyant ROND indique l’état du système : | |
| Vert : normal, le système de vision est en production. Rouge : normal, mais le dernier produit passé est en défaut Jaune : anormal, le système est hors production ! | |
| Le voyant TRIANGLE indique la présence d’alarmes : Vert : normal, pas d’alarme. Figure 24: Liste des alarmes – Normal – Tous les Items sont « verts ». Rouge : alarme majeure. Pour connaître la cause de l’alarme, il suffit d’appuyer sur le triangle et une fenêtre apparaît avec la liste des alarmes possibles et leur état. Figure 25: Liste des alarmes – Anormal – Certains Items sont « rouges ». | |
| Le voyant LOSANGE est réservé pour un usage ultérieur. |

Figure 26: Bandeau supérieur - descriptif des chariots successifs
Les numéros des chariots courants ainsi que leurs caractéristiques sont envoyés par le superviseur, via la communication Profibus et sont affichés en temps réel dans le bandeau ci-dessus.
Les informations affichées sont :
- Le numéro du chariot ;
- La référence du moule (15 caractères) ;
- Le numéro du moule (de 0 à 99) ;
- La position du moule sur le chariot (en cm à partir du premier côté du chariot dans le sens de la ligne).
La fenêtre principale est décomposée en deux parties (cf. Figure 27) :
- A gauche les onglets « PRODUCTION » et « HISTORIQUE » : cf. les § ci-dessous ;
- A droites l’image courante du chariot, cuve et couvercle ou uniquement cuve, ou uniquement couvercle.
Figure 27: Traitement du chariot courant
a. Production
| Encadré « Chariot courant » : Description et résultats pour le chariot courant : Référence ; Numéro du moule ; • Position du moule ; Résultat de l’inspection (couvercle et moule). Les résultats pour chaque moule peuvent être : OK NOK Non testé | |
| Encadré « Compteurs » : Les compteurs du système sont : Le nombre total de chariots Le nombre total de moules | |
| Le nombre de moules testés Le nombre de moules injectés Le nombre de moules rejetés 2 leds indiquent : Trop de défauts consécutifs Trop grand taux de défaut 3 boutons pour : Remise à zéro (des compteurs), Sauvegarde, « Passe travers ». Note: En « Passe travers » le système inspecte aucun moule | |
| Profibus: superviseur a envoyé une trame, le prochain chariot est annoncé IO: Trig, l’image du chariot est acquise Cam0 & Cam1: Les images du couvercle et de la cuve sont prêtes Process0 & Process1: Les images du couvercle et de la cuve sont traites Record: L’image du couvercle et/ou l’image de la cuve sont/est enregistrées Notes : En dehors du mode « Production » toutes les leds sont grises En mode production les leds prennent les couleurs « verte » pour ok ou « jaune » pour action en cours. | |
| Encadré « Défauts majeurs » : En bas à gauche les références les plus souvent en défaut, par ordre décroissant : |
b. Historique
En page Historique on peut consulter la liste des dernières références testées, avec leurs résultats :
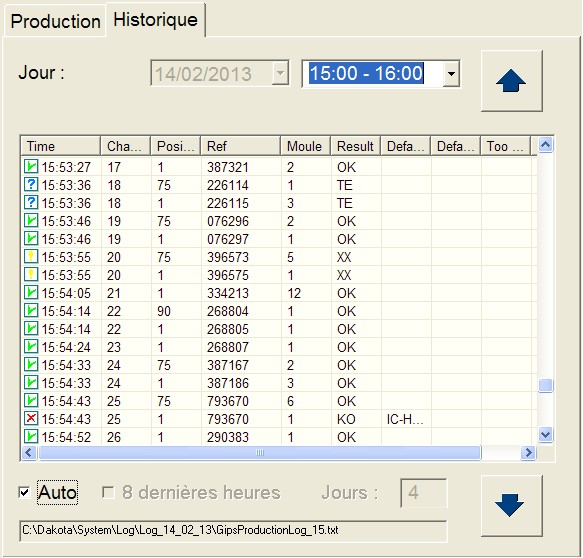




Cliquer sur un produit NOK permet de voir le défaut, si les images sont enregistrées.
3. Arrêt pour des raisons de production (cabine restant sous tension)
En cas d’arrêt pour des raisons de production, par exemple avant un nettoyage de la ligne, l’opérateur doit procéder à une « sortie de production » qui consiste à réaliser les opérations décrites ci-dessous. Pour un arrêt total de la machine, par exemple pour des raisons de maintenance, on se reportera au paragraphe « Arrêt du système » ci-après.
Arrêt pour des raisons de production :
Sortir du logiciel avec le bouton rouge en haut à droite
Les lasers sont coupés automatiquement à la sortie du mode production ;
Mettre le commutateur LASER sur OFF ;
Descendre le rideau avec le commutateur « RIDEAU » dans le sens de la descente et attendre 30 secondes dans cette position pour être sûr qu’il soit totalement descendu ;
Ouvrir la cabine pour mettre les protections sur les 4 hublots (en haut et en bas, caméra et laser) ; Refermer la cabine ;
ATTENTION ! Dans le cas d’une sauvegarde automatique lorsque la production est arrêtée (le week-end par exemple), NE PAS FERMER WINDOWS, NI ETEINDRE LE PC.
4. Reprise de Production (cabine sous tension)
Lever le rideau avec le commutateur « RIDEAU » dans le sens de la montée et attendre 30 secondes dans cette position ;
Ouvrir la cabine pour ôter les protections sur les 4 hublots (en haut et en bas, caméra et laser) ;
Refermer la cabine soigneusement ;
Positionner le commutateur « LASER » en position « ON » ;
Lancer le logiciel DAKOTA en double-cliquant sur son icône, présent sur le bureau ;

Figure 29: Icône du logiciel DAKOTA
Appuyer sur le bouton de réarmement des lasers
le bouton s’éteint, le voyant des lasers est allumé.
5. Arrêt du système
Pour arrêter le système, pour l’entretien par exemple, on met le système intégralement hors tension de la façon suivante :
Sortie du logiciel DAKOTA en cliquant sur la croix en haut à droite ;
Mettre le commutateur « LASER » sur « OFF »
Le bouton de réarmement s’allume ;
Descendre le rideau avec le commutateur « RIDEAU » dans le sens de la descente et attendre dans cette position 30 secondes ;
(Shut Down PC);
Attendre l'extinction du PC puis mettre la cabine hors tension (Interrupteur général).
Le voyant blanc « SOUS TENSION » s'éteint.
Si la raison de l’arrêt est notamment une action de maintenance nécessitant l’accès aux équipements sous tension, l’opérateur procédera si besoin à la consignation de l’interrupteur général d’alimentation en énergie électrique.